


S11卷铁芯变压器结构特点
作者:威博特铁芯 发布时间:2019-03-30 15:00:58 浏览次数: (1)卷铁芯变压器结构特点及工艺:
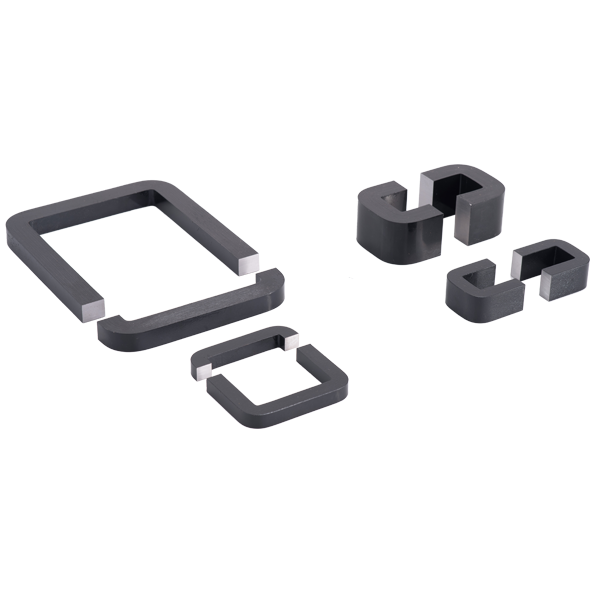
三相卷铁芯变压器的铁芯结构是由两个长方形其断面为内凸的铁芯和包围在两个铁芯外的其断面为外凸的铁芯组成。为了避免硅钢片在卷制时过渡损伤,铁芯窗口四角应为圆角(一般圆角半径大于4mm)。
卷铁芯变压器将冷轧硅钢片(厚度≤0.3mm)纵剪成不同宽度的条料,在铁芯卷绕机上进行卷制。
阶梯型卷铁芯操作工艺:将所需不同片宽卷料钢带张紧在放料架上,拉下末级片穿过张力装置待用。在卷绕机轴上固定好模具,保证模具断面跳动再允许的公差范围内。取第一级片固定在模具上,适当调整张力,慢速转动两周后放下机头上的压辊,便可自动绕制。卷完第一级后,剪断第一级片,抽出第二级片与第一级对中,用第一级末两周压住第二级片头进行绕制。如此重复上述操作,直至完成单框内铁芯。在绕制三相外铁芯时,先将两个已卷好的内铁芯组合固定,同时测量尺寸符合要求后,再将其固定在卷制机上卷制外铁芯。
铁芯卷制成型后,为了防止在退火时高温变形,用整型机整形并用专用工装将铁芯夹持好,放进退火炉(采用真空充氮退火炉)按照设定的程序利用计算机控制温度曲线,自动达到降低空载损耗的目的。退火温度为860℃。退火过程中要在适当温度下充进氮气,以防铁芯氧化。卷铁芯经良好的退火处理后,能彻底消除内应力,磁路各处均无高磁阻存在,故空载电流可大幅度下降,工艺系数仅为1.05左右。
(2)线圈结构特点及工艺:
卷铁芯变压器高低压线圈是在铁芯柱上直接绕制的。因此,只能采用层式或螺旋式线圈。该线圈一般不做浸漆处理,所以层间绝缘全部采用菱格点胶纸,高低压间主油道采用半油道帘式撑条结构,以保证油道间隙均匀。
线圈绕制过程,首先把卷制合格的铁芯固定在专用的绕线机上,并在铁芯上绕一层紧缩带。然后将两半齿轮安装在铁芯柱上,齿轮铜套与铁芯的定位要固定好,靠手柄调整两个主动齿轮与绕线齿轮,使其为优良啮合,并保证两端齿轮间距符合绕组轴向尺寸要求。
在立式绕线机上绕制三相卷铁芯变压器,一般先从上面铁芯A柱(项)开始。首先裹上内纸筒,然后用白布带将纸筒收紧固定在两端绕线齿轮的凸台上,绕线机应转动灵活。低压扁铜线的绕制按设计要求,包好出头绝缘(注意线圈绕向),将线圈首头固定在齿轮上。开始绕制时,采用普通线圈"8"字绑扎法将起始扎端绝缘绑扎好,并沿圆周均匀加放4~5根轴向拉紧收缩带。绕制时收缩带与线匝交替上下位置,边绕边拉紧,使线匝紧实平整。绕制末端一匝时,确定好出头位置点动倒车,同起头方法包扎出头绝缘,并将端绝缘与末匝仍用"8"字绑扎法绑好(低压线圈首头、末头预留长度都是压在预留的端绝缘处)。低压线圈绕完后,应测量线圈外径,看是否符合要求。然后,按图纸要求放置高低之间油道绝缘,继续绕制高压线圈。高压线圈绕制方法与叠片式线圈绕制方法基本相同,这里不再介绍。A柱(相)线圈绕好后,上移铁芯,依次绕制B、C相线圈。整台线圈绕好后,用专用吊具把器身平放到装配平台上,抽出首头和末头,放进端部绝缘并压紧。借助吊具将铁芯起立,装配铁轭绝缘,上好铁芯夹件,压紧线圈轴向(注意铁芯不要压得太紧,否则会增加铁芯损耗)。卷铁芯变压器的器身装配后成为一个牢固的整体,能耐受较强的短路电流引起的电动机械力。此外,为了防止线圈受潮,绕制好线圈后应及时进行器身装配。从绕制线圈到总装配整个操作过程,对退火后的铁芯要轻拿轻放,并配有必要的工装吊具等,以保证铁芯不受较大的振动,尽量避免装配过程中铁芯损耗增加。
(3)卷铁芯变压器工艺性能:
应用特殊夹件进行器身装配,以保证优于叠片式铁芯的抗短路能力。卷铁芯在生产线上进行卷制,不需横剪设备,消除了由人工叠片、叠装、拆插上铁轭造成的质量波动。线圈不用套装工序,器身装配只需线圈轴相紧固,不需要对铁芯装配紧固,工序大为简化。就卷铁芯变压器生产工序而言,它比生产同样的叠铁芯变压器可减少5~6道工序,因此生产效率较高,质量较稳定可靠,很少受人为因素影响。