网站导航



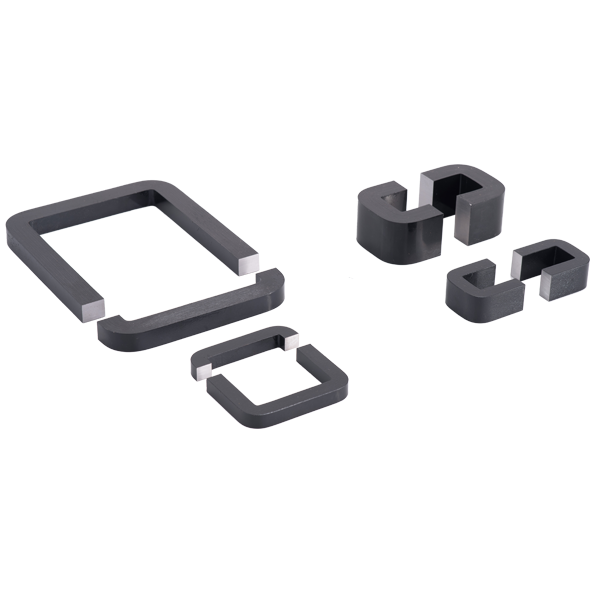
C型铁芯工艺控制以及生产流程
作者:威博特铁芯 发布时间:2019-03-30 15:01:04 浏览次数: 高端的产品来自于严格的工艺控制,威博特铁芯厂家对于铁芯生产的每一道工艺环节都是十分严格的,为了让各项技术指标都能高于国际指标和其他的公司。下面和大家介绍一下C型铁芯的工艺控制和生产流程
首先在选材上,我们是很有针对性的,对于不同客户的订单要求,首先是计算出适合客户要求的材料,然后亲自选择相应的材料,而每份材料都会有商家提供的合格证书和检测报告,另外还有IQC复核检测数据。
第二步是分条,我们用精选的分条设备和硬直的合金刀,每台的生产能力都很强,可以达到2T/每天。
第三步是卷绕,用高精度的双轴带动之自动铁动铁芯绕设备。它的生产能力达到11吨每天,虽然对于材料不同,我们的系数也有所变化,但是的控制力士很好的。一般片厚为0.23--0.25mm的全新材料,其叠片系数为0.97或0.98;片厚为0.1——0.2mm全新料叠片系数取值;片厚0.05--0.08的全新料叠片系数取值为0.90或0.91。
接下来是整形,公司严格要求端面必须平整,此外还采用4条钢带固定整形为了增加尺寸和形状控制的精确度。
第四步是退火,这一步用12条充氮网带和台高真空退火炉,制氮机可以提供250m3/小时的高纯度氮,质量很高。然后在脱模后用真空压力浸漆自动烘干。用的是进口环树脂漆。
再经过研磨抛光整理之后。用超声波清洗清洁,而且还会加专用水基防锈液来洗锈。
成品防震包装,里面是真空且用气相防锈纸来防锈。
铁芯问题延伸
- >> 自控机C型铁芯变压器的功率、线圈数据计算
- >> C型切割铁芯简介
- >> 创新发展改写国内铁芯行业传统发展模式
- >> 我国铁芯变压器制造企业的发展格局
- >> S11卷铁芯变压器的由来及其现状
- >> S11卷铁芯变压器结构特点